Nowsze
Jak działa radiator?
Dostosowywanie radiatora to nie tylko dopasowanie metalu do komponentu. Chodzi o stworzenie rozwiązania termicznego spełniającego określone wymagania techniczne, środowiskowe i konstrukcyjne. Od kompaktowych urządzeń ubieralnych po kontrolery przemysłowe, każdy projekt wiąże się z własnym zestawem ograniczeń. Proces ten obejmuje znacznie więcej niż kształt i rozmiar – równoważy materiałoznawstwo, dynamikę przepływu powietrza i integrację mechaniczną. Oto jak ten proces przebiega krok po kroku.

Wszystko zaczyna się od informacji. Im pełniejsze dane wejściowe, tym dokładniejsze rozwiązanie termiczne.
Podstawą jest obciążenie cieplne. Należy zdefiniować, ile mocy urządzenie będzie rozpraszać w warunkach normalnych i szczytowych. Ta wartość – często wyrażana w watach – decyduje o reszcie projektu. Ale moc cieplna to dopiero początek.
Temperatura otoczenia jest równie ważna. Urządzenie pracujące w pomieszczeniu o temperaturze 25°C wymaga innego podejścia niż urządzenie zamontowane w obudowie wystawionej na działanie powietrza otoczenia o temperaturze 50°C. Jeśli system jest chłodzony wentylatorem, należy znać natężenie i kierunek przepływu powietrza. Wymagane jest chłodzenie pasywne, co ogranicza geometrię i zwiększa zapotrzebowanie na materiały o wysokiej przewodności.
Współczynnik kształtu również ma znaczenie. Niektóre zastosowania pozwalają na zastosowanie wysokich konstrukcji żeberkowych, podczas gdy inne mają tylko kilka milimetrów prześwitu w pionie. Otwory montażowe, lokalizacja złączy, pobliskie komponenty – wszystko to wpływa na miejsce i sposób montażu radiatora. Czasami ograniczenia ciśnienia w interfejsie termicznym uniemożliwiają zbyt mocne zamocowanie radiatora, co wpływa na płaskość materiału i sztywność podstawy.
Dodatkowe pytania pojawiają się, jeśli aplikacja wiąże się z ruchem lub wibracjami. Czy element będzie narażony na obciążenia udarowe? Czy projekt powinien uwzględniać izolację naprężeń, czy montaż za pomocą zacisków sprężynowych? Czy położenie robocze jest stałe, czy zmieni się w trakcie pracy? Wszystkie te czynniki wpływają na wybór geometrii podstawy, orientacji żeber i wzmocnienia konstrukcyjnego.
Nie należy przyspieszać tego etapu. Przeoczenia na tym etapie zazwyczaj prowadzą do kosztownych przeróbek w przyszłości.
Gdy wszystkie dane są już gotowe, inżynier ds. termodynamiki tworzy koncepcję projektu. To coś więcej niż tylko modelowanie CAD – to proces bilansowania termicznego.
Wybór materiału jest najważniejszy. Aluminium jest często wybierane ze względu na równowagę między ceną, obrabialnością i przewodnością. Jednak w przypadku wymagań ekstremalnie wysokiej wydajności można zaproponować rozwiązania miedziane lub hybrydowe. Mogą one obejmować miedzianą podstawę z aluminiowymi żebrami lub wbudowane komory parowe, które rozpraszają gorące punkty.
Następnie inżynier wybiera mechanizm rozpraszania ciepła. Jeśli źródło ciepła jest równomierne, a powierzchnia podstawy duża, wystarczająca może być solidna płyta. Jednak w przypadku punktowego źródła ciepła lub nierównomiernego obciążenia, dodawane są komory parowe lub rury cieplne, które rozpraszają ciepło, zanim dotrze ono do żeberek.
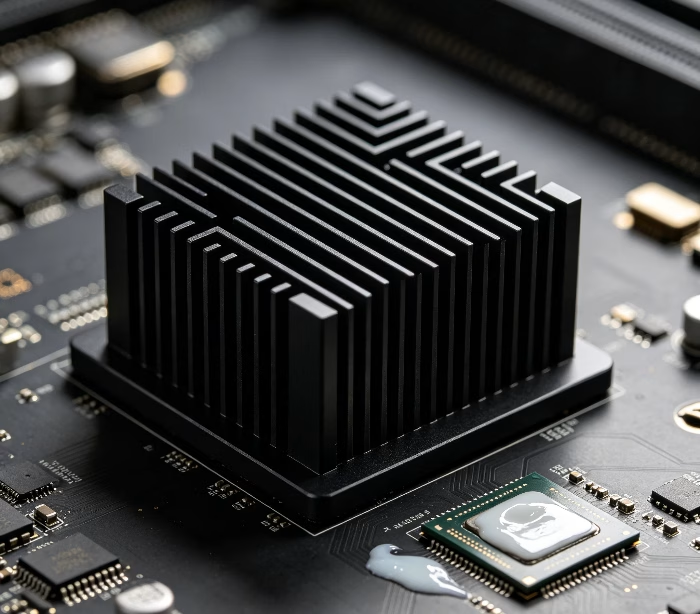
Geometria żeberek jest następująca. Wyższe, cieńsze żeberka zwiększają powierzchnię, ale zwiększają opór przepływu powietrza. W systemach pasywnych może to utrudniać naturalną konwekcję. W systemach z wymuszonym obiegiem powietrza, ciasno ułożone żeberka mogą powodować ciśnienie zwrotne, jeśli przepływ powietrza nie jest wystarczająco silny.
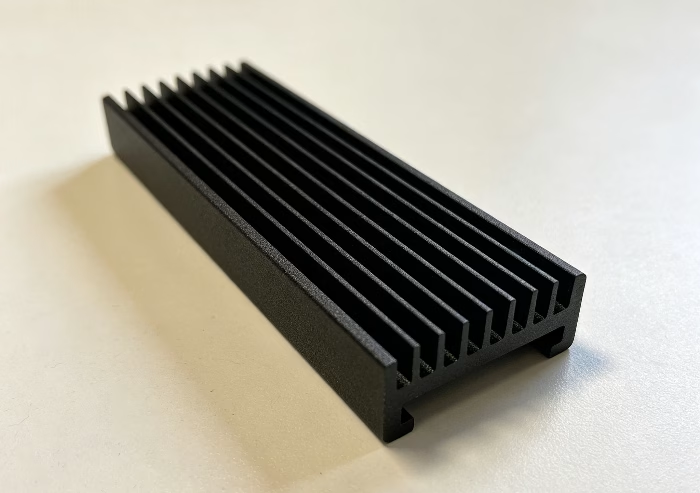
Nie wszystkie konstrukcje płetwowe są tworzone w ten sam sposób. Radiatory SkivedNa przykład, są wycinane z litego bloku metalu za pomocą precyzyjnych ostrzy, co skutkuje ciasno rozmieszczonymi żebrami o doskonałej przewodności cieplnej. Są one często stosowane w systemach telekomunikacyjnych lub przemysłowych, gdzie gęstość i wydajność cieplna muszą współistnieć.
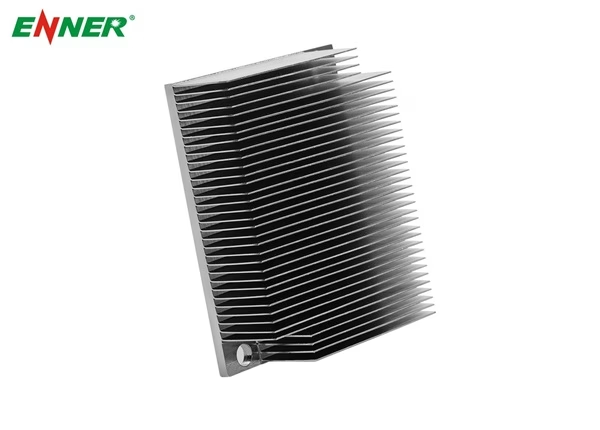
Inne projekty mogą wymagać Radiatory Zipper Fins, które są zmontowane z połączonych, tłoczonych żeber, co pozwala na większą elastyczność w zakresie liczby żeber i kierunku ich ustawienia. Są one szczególnie skuteczne w zamkniętych przestrzeniach z wymuszonym przepływem powietrza, takich jak wbudowane jednostki lub zasilacze.
Na tym etapie zazwyczaj przeprowadza się symulacje. Modele te wykorzystują CFD (obliczeniową mechanikę płynów) do oszacowania przepływu ciepła w systemie i przepływu powietrza wokół zlewu. Dane te pomagają wykryć słabe punkty – takie jak strefy zastoju powietrza lub niewystarczające rozprzestrzenianie się warstwy bazowej – przed cięciem metalu.
Na koniec tego etapu klient zazwyczaj otrzymuje rysunki, symulacje termiczne, a czasem wiele opcji projektowych z zaznaczonymi różnicami w wydajności i kosztach.
Teoria ma swoje granice. Testy fizyczne weryfikują założenia przyjęte podczas projektowania.
Powstaje prototyp, często z wykorzystaniem obróbki CNC lub wytłaczania miękkimi narzędziami. Na tym etapie wykończenie powierzchni zazwyczaj nie jest ostateczne. Zamiast tego celem jest przetestowanie podstawowych parametrów i dopasowania.
Opór cieplny mierzony jest pod obciążeniem. Czujniki monitorują temperaturę podstawy, źródła ciepła i końcówek żeber. Wyniki są porównywane z symulacją. Jeśli rzeczywiste parametry znacznie odbiegają od rzeczywistych, model jest weryfikowany. Czasami jest to spowodowane przepływem powietrza niezgodnym z oczekiwaniami. Innym razem przyczyną jest niespójność materiałów lub problemy z montażem.
Kontrola dopasowania jest również kluczowa. Nawet jeśli parametry termiczne są wysokie, nieprawidłowe ustawienie, nieodpowiedni montaż lub kolizja mogą uniemożliwić realizację projektu. Inżynierowie mogą zasugerować zmianę układu otworów montażowych, dostosowanie orientacji żeber lub modyfikację konturu podstawy.
Niektóre prototypy zawierają rury cieplne lub komory parowe. Muszą one również zostać przetestowane pod kątem stabilności ciśnienia wewnętrznego i wrażliwości na orientację. W systemach pasywnych ważne jest sprawdzenie, czy kondensat prawidłowo powraca pod wpływem grawitacji.
Projekty są często poprawiane na tym etapie – nie dlatego, że się nie sprawdziły, ale dlatego, że można je zoptymalizować. Niewielkie zmiany mogą obniżyć koszty, zmniejszyć wagę lub ułatwić instalację.

Gdy prototyp działa dobrze, przechodzi do finalizacji. To tutaj inżynieria spotyka się z możliwościami produkcyjnymi.
Rysunki są zablokowane. Tolerancje są zdefiniowane. Obróbka powierzchni jest dobierana na podstawie narażenia na czynniki środowiskowe, wymagań elektrycznych lub standardów wizualnych. Anodowanie, chromianowanie i niklowanie to powszechne opcje. Każda z nich wiąże się z kompromisami między odpornością na korozję, emisyjnością cieplną i kosztami.
Wybór materiałów termoprzewodzących (TIM) jest tutaj również ostateczny. Dostępne opcje obejmują podkładki termiczne, pasty, materiały zmiennofazowe lub wstępnie nałożone folie. Materiały te wpływają na czas montażu, konserwację w terenie i długoterminową wydajność.
W przypadku produkcji seryjnej przeprowadzana jest analiza DFM (projektowanie pod kątem produkcji). Czy część można wytłaczać, a następnie obrabiać mechanicznie? Czy powinna być w pełni obrabiana CNC z gotowego elementu? Jeśli stosowane są rurki cieplne, czy ich wygięcia i połączenia są kompatybilne z automatyzacją? W przypadku konstrukcji wielożebrowych, w jaki sposób żebra są łączone lub mocowane? Wszystko to wpływa na koszty oprzyrządowania, czas realizacji i powtarzalność.
Jeśli wydajność ma kluczowe znaczenie, można uruchomić partię przedprodukcyjną. Pozwala to zweryfikować powtarzalność, zwłaszcza jeśli wiele modułów termicznych musi spełniać rygorystyczne tolerancje. Pomiary płaskości powierzchni, oporu cieplnego i dokładności montażu służą do zapewnienia stabilności.
Produkcja rozpoczyna się po zatwierdzeniu wszystkich elementów, ale kontrola jakości się nie kończy.
Każda jednostka może zostać poddana podstawowym kontrolom: kontroli wymiarów, przeglądowi wykończenia powierzchni i ocenie dopasowania. W zastosowaniach o dużej objętości lub w branżach regulowanych stosuje się plany pobierania próbek i badania zdolności procesu. Kluczowe wymiary, takie jak płaskość podstawy czy współosiowość otworów, są często mierzone za pomocą precyzyjnego sprzętu.
W przypadku części z rurami cieplnymi lub komorami parowymi przeprowadzane są testy szczelności i weryfikacja ciśnienia. Niektórzy dostawcy stosują identyfikację kodów kreskowych, aby każdy komponent można było prześledzić do konkretnej partii produkcyjnej lub partii materiału.
Logistyka również ma znaczenie. Konstrukcje żeber mogą być delikatne. Często tworzy się niestandardowe opakowania, aby chronić produkty podczas transportu. Niektórzy klienci otrzymują wstępnie zmontowane moduły termiczne, podczas gdy inni otrzymują gołe radiatory z akcesoriami zapakowane osobno.
Czas realizacji zamówienia różni się w zależności od stopnia skomplikowania. Proste wytłaczane projekty z podstawową obróbką mechaniczną mogą być wykonane w ciągu kilku tygodni. Bardziej złożone projekty, obejmujące żebra cięte lub zapinane na suwak, rury cieplne lub zintegrowane, obrabiane mechanicznie obudowy, mogą wymagać dłuższego czasu realizacji, zwłaszcza jeśli wymagane są narzędzia lub specjalne powłoki.
Jeśli popyt utrzymuje się, skalowanie produkcji i planowanie ponownych zamówień stają się częścią procesu wsparcia. Niektórzy dostawcy oferują programy zamówień zbiorczych lub usługi magazynowania zapasów, aby zapewnić terminową dostawę bez nadwyżek magazynowych.

Niestandardowy radiator to nie towar – to rozwiązanie ukierunkowane. Każdy etap procesu, od zrozumienia obciążeń termicznych, przez dopracowanie geometrii, po weryfikację wyników, odgrywa rolę w osiągnięciu celów wydajnościowych. W projektowaniu termicznym nie ma rozwiązań uniwersalnych, dlatego właśnie dostosowywanie jest niezbędne w nowoczesnej elektronice.
Jeśli szukasz partnera, który wesprze Twoje niestandardowe potrzeby termiczne, oferując pełen cykl projektowania i produkcji, skontaktuj się z nami za pośrednictwem [email chroniony] o poradę eksperta.