Uudemmat
Miten jäähdytyselementti toimii
Jäähdytysrivan mukauttaminen ei ole pelkästään metallin sovittamista komponenttiin. Kyse on lämpöratkaisun luomisesta, joka täyttää tietyt tekniset, ympäristölliset ja rakenteelliset vaatimukset. Kompakteista puettavista laitteista teollisuusohjaimiin, jokaisella projektilla on omat rajoituksensa. Prosessi sisältää paljon muutakin kuin muodon ja koon – se tasapainottaa materiaalitieteen, ilmavirran dynamiikan ja mekaanisen integraation. Näin prosessi etenee askel askeleelta.

Kaikki alkaa tiedosta. Mitä täydellisempi syöte, sitä tarkempi lämpöratkaisu on.
Ytimessä on lämpökuorma. Sinun on määriteltävä, kuinka paljon tehoa laite häviää normaaleissa ja huippuolosuhteissa. Tämä arvo – usein watteina ilmaistuna – ohjaa muuta suunnittelua. Mutta lämpöteho on vasta alkua.
Ympäristön lämpötila on aivan yhtä tärkeä. Sisätiloissa 25 °C:ssa toimiva laite vaatii erilaisen lähestymistavan kuin koteloon asennettu laite, joka altistuu 50 °C:n ulkoilman lämpötilalle. Jos järjestelmä on tuuletinjäähdytteinen, ilmavirran nopeus ja suunta on tiedettävä. Jos passiivista jäähdytystä tarvitaan, se rajoittaa geometriaa ja lisää korkean johtavuuden omaavien materiaalien kysyntää.
Myös muotokertoimella on merkitystä. Joissakin sovelluksissa voidaan käyttää korkeita lamelleja, kun taas toisissa pystysuora välys on vain muutama millimetri. Kiinnitysreiät, liittimien sijainnit ja lähellä olevat komponentit – kaikki nämä vaikuttavat jäähdytysrivan kiinnityskohtaan ja -tapaan. Ja joskus lämpörajapinnan painerajoitukset estävät nielua kiinnittämästä liian tiukasti, mikä vaikuttaa materiaalin tasaisuuteen ja pohjan jäykkyyteen.
Lisäkysymyksiä herää, jos sovellukseen liittyy liikettä tai tärinää. Altistetaanko osa iskukuormitukselle? Pitäisikö suunnittelussa ottaa huomioon jännityksen eristäminen vai kiinnitys jousiklipseillä? Onko käyttösuunta kiinteä vai muuttuuko se kentällä? Nämä kaikki vaikuttavat pohjageometrian, evien suunnan ja rakenteellisen raudoituksen valintaan.
Tätä vaihetta ei pidä kiirehtiä. Tässä vaiheessa tehdyt laiminlyönnit johtavat yleensä kalliisiin uudelleensuunnitteluihin myöhemmin.
Kun kaikki tiedot ovat paikoillaan, lämpöinsinööri luo suunnittelukonseptin. Tämä on enemmän kuin pelkkää CAD-mallinnusta – se on lämpötilojen tasapainottamista.
Materiaalin valinta on etusijalla. Alumiini valitaan usein sen kustannusten, työstettävyyden ja johtavuuden tasapainon perusteella. Mutta erittäin korkeisiin suorituskykyvaatimuksiin voidaan ehdottaa kupari- tai hybridiratkaisuja. Näihin voivat kuulua kuparipohja alumiinilamelleilla tai upotetut höyrykammiot kuumapisteiden haihtumisen hallitsemiseksi.
Insinööri valitsee sitten lämmönlevitysmekanismin. Jos lämmönlähde on tasainen ja pohjapinta-ala on suuri, umpinainen levy voi riittää. Mutta pistemäisen lämmön tai epätasaisen kuormituksen yhteydessä lisätään höyrykammioita tai lämpöputkia lämmön levittämiseksi ennen kuin se saavuttaa lamellilevyt.
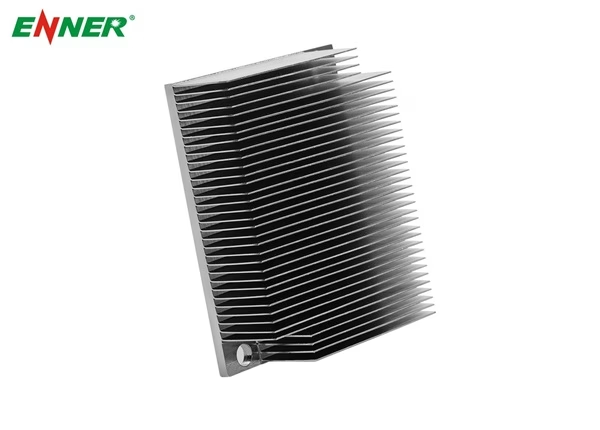
Lamelligeometria seuraa perässä. Korkeammat ja ohuemmat lamellit lisäävät pinta-alaa, mutta lisäävät ilmavirran vastusta. Passiivisissa järjestelmissä tämä voi vahingoittaa luonnollista konvektiota. Pakotetussa ilmajärjestelmässä tiiviisti pakatut lamellit voivat aiheuttaa vastapainetta, jos ilmavirtaus ei ole riittävän voimakasta.
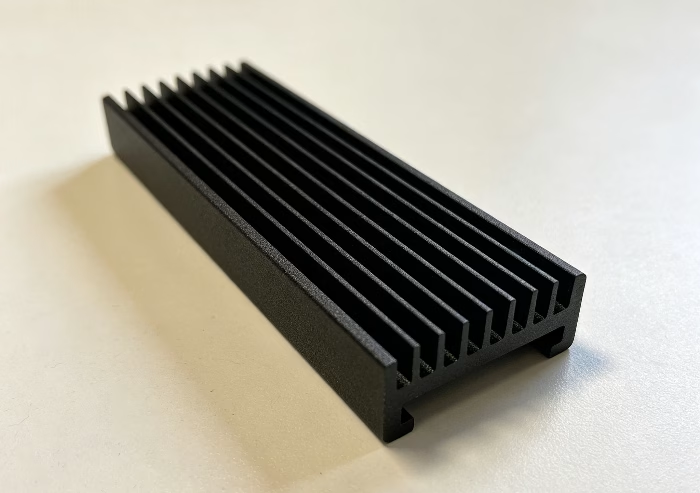
Kaikkia evien rakenteita ei luoda samalla tavalla. Skived jäähdytyselementitesimerkiksi veistetään kiinteästä metallikappaleesta tarkkuusterillä, mikä johtaa tiiviisti sijoitettuihin eviin, joilla on erinomainen lämmönjohtavuus. Niitä käytetään usein tietoliikenne- tai teollisuusjärjestelmissä, joissa tiheyden ja lämpöominaisuuksien on oltava samanaikaisia.
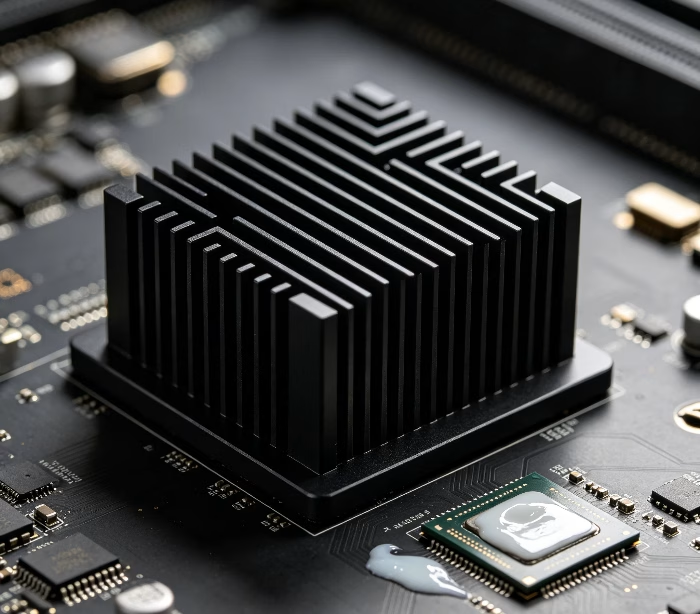
Muut projektit saattavat vaatia Vetoketjun evät Jäähdytyselementit, jotka on koottu toisiinsa lukituista leimatuista rivoista, mikä mahdollistaa suuremman joustavuuden lamellimäärän ja suunnan suhteen. Nämä ovat erityisen tehokkaita ahtaissa tiloissa, joissa on suunnattu pakotettu ilmavirtaus, kuten upotetuissa tai virtalähdeyksiköissä.
Tässä vaiheessa suoritetaan yleensä simulaatioita. Nämä mallit käyttävät CFD:tä (laskennallista nestedynamiikkaa) arvioidakseen, miten lämpö liikkuu järjestelmän läpi ja miten ilma virtaa nielun ympärillä. Data auttaa havaitsemaan heikkoudet, kuten pysähtyneet ilmavirtausvyöhykkeet tai riittämätön pohjan leviäminen, ennen kuin metallia leikataan.
Tämän vaiheen lopussa asiakas saa tyypillisesti piirustukset, lämpösimulaatiot ja joskus useita suunnitteluvaihtoehtoja, joissa on mainittu suorituskyky- ja kustannuserot.
Teoria kantaa vain tiettyyn pisteeseen asti. Fyysinen testaus varmistaa suunnittelussa tehtyjen oletusten paikkansapitävyyden.
Prototyyppi luodaan usein CNC-koneistamalla tai pehmeällä työkalulla puristamalla. Pintakäsittelyt eivät yleensä ole tässä vaiheessa lopullisia. Sen sijaan tavoitteena on testata perusominaisuuksia ja sopivuutta.
Lämmönvastus mitataan kuormituksen alaisena. Anturit valvovat lämpötilaa pohjassa, lämmönlähteessä ja evien kärjissä. Tuloksia verrataan simulaatioon. Jos todellinen suorituskyky poikkeaa merkittävästi, malli tarkistetaan. Joskus syynä on ilmavirran odotettua poikkeama. Toisinaan syynä on materiaalin epäjohdonmukaisuus tai kiinnitysongelmat.
Myös sovitustarkastukset ovat kriittisiä. Vaikka lämpöominaisuudet olisivatkin hyvät, huono kohdistus, hankala asennus tai välyksen aiheuttamat häiriöt voivat tehdä suunnittelusta toimimattoman. Insinöörit voivat ehdottaa kiinnitysreikien kuvion muuttamista, evien suunnan säätämistä tai pohjan muodon muokkaamista.
Joissakin prototyypeissä on lämpöputkia tai höyrykammioita. Näiden sisäinen paineen vakaus ja suuntaherkkyys on myös testattava. Passiivisissa järjestelmissä on tärkeää varmistaa, että lauhde palaa oikein painovoiman vaikutuksesta.
Suunnitelmia tarkistetaan usein tässä vaiheessa – ei siksi, että ne olisivat epäonnistuneet, vaan koska niitä voidaan optimoida. Pienillä muutoksilla voidaan säästää kustannuksissa, vähentää painoa tai helpottaa asennusta.

Kun prototyyppi toimii hyvin, se etenee kohti viimeistelyä. Tässä kohtaa suunnittelu kohtaa valmistettavuuden.
Piirustukset on lukittu. Toleranssit on määritelty. Pintakäsittelyt valitaan ympäristön altistumisen, sähköisten vaatimusten tai visuaalisten standardien perusteella. Anodisointi, kromaattikonversio ja nikkelipinnoitus ovat yleisiä vaihtoehtoja. Kussakin on tehtävä kompromisseja korroosionkestävyyden, lämpöemissiivisyyden ja kustannusten välillä.
Myös lämpörajapintamateriaalien (TIM) valinnat viimeistellään tässä. Vaihtoehtoja ovat lämpötyynyt, tahnat, faasimuutosmateriaalit tai valmiiksi levitetyt kalvot. Nämä materiaalit vaikuttavat kokoonpanoaikaan, kenttäkunnossapitoon ja pitkäaikaiseen suorituskykyyn.
Sarjatuotantoa varten tehdään DFM-analyysi (suunnittelu valmistusta varten). Voidaanko osa puristaa ja sitten koneistaa? Pitäisikö se työstää kokonaan CNC-koneella aihiosta? Jos käytetään lämpöputkia, ovatko niiden mutkat ja liitokset automaation yhteensopivia? Miten moniriparakenteissa rivat liimataan tai kiinnitetään? Kaikki tämä vaikuttaa työkalukustannuksiin, läpimenoaikoihin ja tasalaatuisuuteen.
Jos suorituskyky on kriittistä, voidaan ajaa esituotantoerä. Tämä varmistaa toistettavuuden, erityisesti jos useiden lämpömoduulien on täytettävä tiukat toleranssit. Pinnan tasaisuuden, lämmönkestävyyden ja kiinnitystarkkuuden mittauksia käytetään vakauden varmistamiseksi.
Tuotanto alkaa, kun kaikki on hyväksytty – mutta laadunvalvonta ei lopu.
Jokaiselle yksikölle voidaan tehdä perustarkastuksia: mittatarkastukset, pinnanlaadun tarkastus ja sopivuuden arvioinnit. Suurivolyymisissä sovelluksissa tai säännellyillä toimialoilla käytetään näytteenottosuunnitelmia ja prosessikykytutkimuksia. Keskeiset mitat, kuten pohjan tasaisuus tai reikien kohdistus, mitataan usein tarkkuuslaitteilla.
Lämpöputkia tai höyrykammioita sisältäville osille suoritetaan vuototestaus ja paineen varmennus. Jotkut toimittajat käyttävät viivakoodijäljitettävyyttä, jotta jokainen komponentti voidaan jäljittää tiettyyn tuotantoerään tai materiaalierään.
Myös logistiikalla on merkitystä. Riparakenteet voivat olla hauraita. Tuotteiden suojaamiseksi kuljetuksen aikana luodaan usein räätälöityjä pakkauksia. Jotkut asiakkaat saavat valmiiksi koottuja lämpömoduuleja, kun taas toiset saavat paljaita jäähdytyselementtejä, joiden lisävarusteet on pakattu erikseen.
Toimitusajat vaihtelevat monimutkaisuudesta riippuen. Yksinkertaiset pursotetut mallit, joissa käytetään peruskoneistusta, voidaan valmistaa viikoissa. Monimutkaisemmat mallit, joissa on viipaloituja tai vetoketjullisia eviä, lämpöputkia tai integroituja koneistettuja koteloita, voivat kestää kauemmin, varsinkin jos tarvitaan työkaluja tai erikoispinnoitteita.
Jos kysyntä on jatkuvaa, tuotannon skaalaus ja uudelleentilausten suunnittelu tulevat osaksi tukiprosessia. Jotkut toimittajat tarjoavat yleistilausohjelmia tai varastointipalveluita varmistaakseen oikea-aikaisen toimituksen ilman ylivarastoja.

Räätälöity jäähdytyselementti ei ole mikään hyödyke – se on kohdennettu ratkaisu. Jokainen prosessin vaihe lämpökuormien ymmärtämisestä geometrian hiomiseen ja tulosten varmentamiseen on tärkeä suorituskykytavoitteiden saavuttamisessa. Lämpösuunnittelussa ei ole yhtä ainoaa ratkaisua, ja siksi räätälöinti on välttämätöntä nykyaikaisessa elektroniikassa.
Jos etsit kumppania tukemaan räätälöityjä lämpötarpeitasi täyden syklin suunnittelulla ja valmistuksella, ota yhteyttä: [sähköposti suojattu] asiantuntijan opastusta varten.