Recenter
Hoe werkt de koelplaat?
Het aanpassen van een koelplaat gaat niet alleen over het monteren van metaal op een component. Het gaat erom een thermische oplossing te creëren die voldoet aan specifieke technische, omgevings- en structurele eisen. Van compacte wearables tot industriële controllers, elk project kent zijn eigen beperkingen. Het proces omvat veel meer dan alleen vorm en grootte – het is een evenwicht tussen materiaalkunde, luchtstroomdynamiek en mechanische integratie. Hieronder wordt stap voor stap beschreven hoe dat proces verloopt.

Alles begint met informatie. Hoe completer de invoer, hoe nauwkeuriger de thermische oplossing.
De kern is de warmtebelasting. Je moet bepalen hoeveel vermogen het apparaat zal afgeven onder normale en piekomstandigheden. Deze waarde – vaak uitgedrukt in watt – bepaalt de rest van het ontwerp. Maar de thermische output is nog maar het begin.
De omgevingstemperatuur is net zo belangrijk. Een apparaat dat binnenshuis bij 25 °C draait, vereist een andere aanpak dan een apparaat dat in een behuizing is gemonteerd en wordt blootgesteld aan omgevingslucht van 50 °C. Als het systeem ventilatorgekoeld is, moeten de luchtstroomsnelheid en -richting bekend zijn. Als passieve koeling vereist is, beperkt dat de geometrie en verhoogt de vraag naar materialen met een hoge geleidbaarheid.
Ook de vormfactor is belangrijk. Sommige toepassingen laten hoge koelribben toe, terwijl andere slechts enkele millimeters verticale ruimte hebben. Montagegaten, connectorlocaties en nabijgelegen componenten beïnvloeden allemaal waar en hoe een koelblok kan worden bevestigd. Soms zorgen beperkingen door thermische contactdruk ervoor dat het koelblok niet te strak kan worden vastgeklemd, wat de vlakheid van het materiaal en de stijfheid van de basis beïnvloedt.
Aanvullende vragen rijzen als de toepassing beweging of trillingen met zich meebrengt. Wordt het onderdeel blootgesteld aan schokbelasting? Moet het ontwerp rekening houden met spanningsisolatie of bevestiging met veerklemmen? Is de bedieningsrichting vast of verandert deze ter plekke? Dit alles heeft invloed op de keuze van de basisgeometrie, de vinoriëntatie en de structurele versterking.
Deze fase moet niet worden overhaast. Fouten in deze fase leiden later vaak tot kostbare herontwerpen.
Zodra alle gegevens binnen zijn, maakt een thermisch ingenieur een ontwerpconcept. Dit is meer dan alleen CAD-modellering; het is een thermisch evenwichtsoefening.
De materiaalkeuze staat voorop. Aluminium wordt vaak gekozen vanwege de balans tussen kosten, bewerkbaarheid en geleidbaarheid. Voor extreem hoge prestaties kunnen echter koper- of hybride oplossingen worden voorgesteld. Deze kunnen een koperen basis met aluminium vinnen of ingebedde dampkamers omvatten om de verspreiding van hotspots te beheersen.
De ingenieur selecteert vervolgens het warmteverspreidingsmechanisme. Als de warmtebron gelijkmatig is en het basisoppervlak groot, kan een massieve plaat voldoende zijn. Maar bij puntwarmte of ongelijkmatige belasting worden dampkamers of heatpipes toegevoegd om de warmte te verspreiden voordat deze de vinnen bereikt.
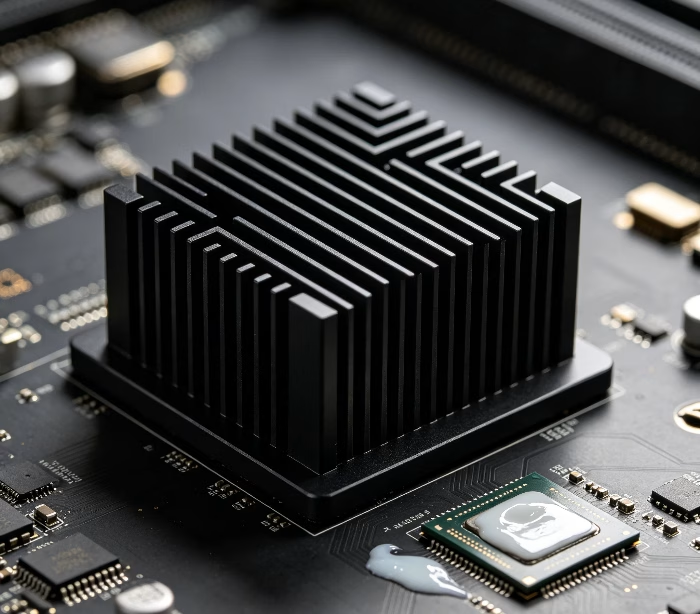
De geometrie van de vinnen is als volgt. Hogere, dunnere vinnen vergroten het oppervlak, maar verhogen de luchtweerstand. In passieve systemen kan dit de natuurlijke convectie belemmeren. In systemen met geforceerde luchtcirculatie kunnen dicht opeengepakte vinnen tegendruk veroorzaken als de luchtstroom niet sterk genoeg is.
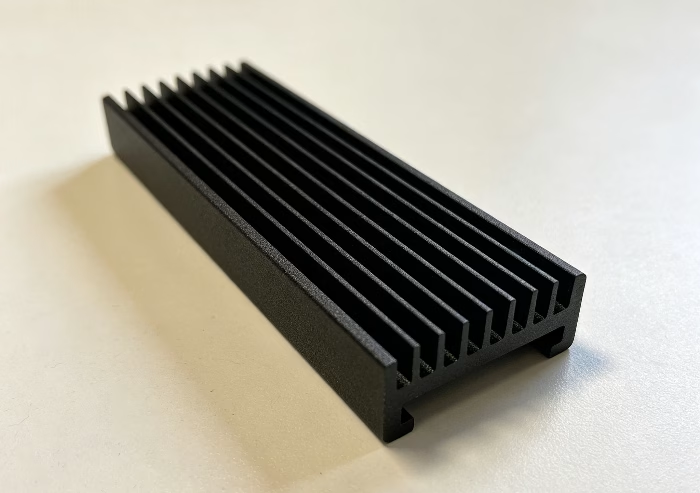
Niet alle vinstructuren ontstaan op dezelfde manier. Geschaafde koellichamenDeze lamellen worden bijvoorbeeld uit een massief metalen blok gesneden met behulp van precisiebladen, waardoor dicht op elkaar geplaatste lamellen met een uitstekende warmtegeleiding ontstaan. Ze worden vaak gebruikt in telecommunicatie- of industriële systemen waar dichtheid en thermische prestaties hand in hand moeten gaan.
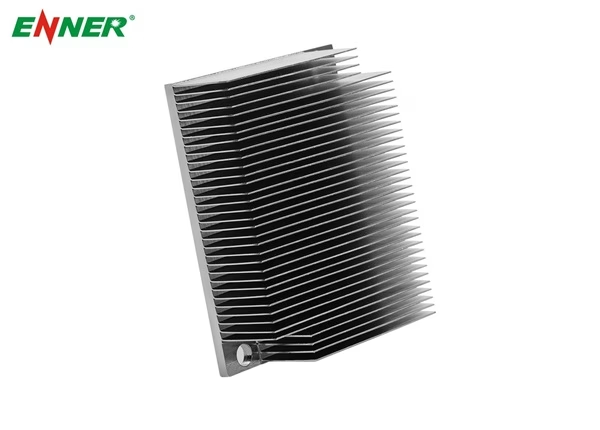
Andere projecten kunnen om Ritsvinnen koellichamen, die zijn samengesteld uit in elkaar grijpende, gestempelde vinnen, wat zorgt voor meer flexibiliteit in het aantal vinnen en de richting ervan. Deze zijn vooral effectief in krappe ruimtes met gerichte, geforceerde luchtstroom, zoals in ingebedde units of voedingsunits.
Op dit punt worden meestal simulaties uitgevoerd. Deze modellen gebruiken CFD (computational fluid dynamics) om te schatten hoe warmte zich door het systeem zal verplaatsen en hoe de lucht rond de gootsteen zal stromen. De gegevens helpen om zwakke plekken op te sporen – zoals stilstaande luchtstroomzones of onvoldoende spreiding van de basis – voordat er metaal wordt gesneden.
Aan het einde van deze stap ontvangt de klant doorgaans tekeningen, thermische simulaties en soms meerdere ontwerpopties waarin de verschillen in prestaties en kosten worden aangegeven.
Theorie gaat niet ver. Fysieke tests verifiëren de aannames die tijdens het ontwerp zijn gedaan.
Er wordt een prototype gemaakt, vaak met behulp van CNC-bewerking of softtool-extrusie. De oppervlakteafwerking is in dit stadium meestal nog niet definitief. Het doel is om de basisprestaties en pasvorm te testen.
De thermische weerstand wordt onder belasting gemeten. Sensoren bewaken de temperatuur aan de basis, de warmtebron en de uiteinden van de vinnen. De resultaten worden vergeleken met de simulatie. Als de prestaties in de praktijk significant afwijken, wordt het model herzien. Soms komt dit doordat de luchtstroom zich niet gedraagt zoals verwacht. Andere keren is het te wijten aan inconsistenties in het materiaal of montageproblemen.
Pasvormcontroles zijn ook cruciaal. Zelfs als de thermische prestaties goed zijn, kunnen slechte uitlijning, onhandige montage of spelingproblemen het ontwerp onwerkbaar maken. Ingenieurs kunnen voorstellen om het patroon van de montagegaten te wijzigen, de vinrichting aan te passen of de basiscontour aan te passen.
Sommige prototypes bevatten warmtebuizen of dampkamers. Deze moeten ook worden getest op interne drukstabiliteit en oriëntatiegevoeligheid. Bij passieve systemen is het belangrijk te controleren of het condensaat onder invloed van de zwaartekracht correct terugkeert.
Ontwerpen worden in dit stadium vaak herzien – niet omdat ze mislukt zijn, maar omdat ze geoptimaliseerd kunnen worden. Kleine wijzigingen kunnen kosten besparen, gewicht verminderen of het installatiegemak verbeteren.

Zodra het prototype goed presteert, gaat het richting de afronding. Dit is waar engineering en maakbaarheid samenkomen.
Tekeningen zijn vergrendeld. Toleranties zijn gedefinieerd. Oppervlaktebehandelingen worden geselecteerd op basis van blootstelling aan de omgeving, elektrische vereisten of visuele normen. Anodiseren, chroomconversie en vernikkelen zijn veelvoorkomende opties. Elk heeft zijn eigen afwegingen tussen corrosiebestendigheid, thermische emissiviteit en kosten.
Ook hier worden de keuzes voor het thermische interfacemateriaal (TIM) definitief gemaakt. Opties zijn onder andere thermische pads, pasta's, faseovergangsmaterialen of vooraf aangebrachte folies. Deze materialen zijn van invloed op de assemblagetijd, het onderhoud ter plaatse en de prestaties op lange termijn.
Voor massaproductie wordt een DFM-analyse (Design for Manufacturing) uitgevoerd. Kan het onderdeel geëxtrudeerd en vervolgens bewerkt worden? Moet het volledig CNC-gefreesd worden uit massief materiaal? Als er heatpipes gebruikt worden, zijn de bochten en verbindingen dan compatibel met automatisering? Hoe worden de vinnen bij structuren met meerdere vinnen bevestigd? Dit alles heeft invloed op de gereedschapskosten, de doorlooptijden en de consistentie.
Als de prestaties cruciaal zijn, kan een pre-productiebatch worden uitgevoerd. Dit verifieert de herhaalbaarheid, vooral als meerdere thermische modules aan nauwe toleranties moeten voldoen. Metingen van de vlakheid van het oppervlak, de thermische weerstand en de montagenauwkeurigheid worden gebruikt om de stabiliteit te garanderen.
De productie begint zodra alles is goedgekeurd, maar de kwaliteitscontrole stopt niet.
Elke unit kan basisinspecties ondergaan: dimensionale controles, beoordeling van de oppervlakteafwerking en beoordeling van de pasvorm. Bij toepassingen met een hoog volume of gereguleerde industrieën worden bemonsteringsplannen en procescapaciteitsstudies gebruikt. Belangrijke afmetingen zoals de vlakheid van de basis of de uitlijning van de gaten worden vaak gemeten met precisieapparatuur.
Voor onderdelen met heatpipes of dampkamers worden lektesten en drukverificaties uitgevoerd. Sommige leveranciers maken gebruik van barcodetracering, zodat elk onderdeel kan worden herleid tot een specifieke productiebatch of materiaalpartij.
Logistiek is ook belangrijk. Vinconstructies kunnen kwetsbaar zijn. Om producten tijdens transport te beschermen, wordt vaak een aangepaste verpakking gemaakt. Sommige klanten ontvangen voorgemonteerde thermische modules, terwijl anderen kale koellichamen met apart verpakte accessoires ontvangen.
De levertijden variëren afhankelijk van de complexiteit. Eenvoudige geëxtrudeerde ontwerpen met eenvoudige bewerking kunnen binnen enkele weken worden geproduceerd. Complexere ontwerpen met vinnen met een sleuf of rits, heatpipes of geïntegreerde machinale behuizingen kunnen langer duren, vooral als er gereedschap of speciale coatings nodig zijn.
Als de vraag aanhoudt, worden productieopschaling en het plannen van herbestellingen onderdeel van het ondersteuningsproces. Sommige leveranciers bieden raambestellingen of voorraadbeheerdiensten aan om tijdige levering zonder overvoorraad te garanderen.

Een op maat gemaakte koelplaat is geen standaardproduct, maar een gerichte oplossing. Elke stap in het proces, van het begrijpen van de thermische belasting tot het verfijnen van de geometrie en het controleren van de resultaten, speelt een rol bij het behalen van de prestatiedoelen. Er bestaat geen universele oplossing voor thermisch ontwerp, en dat maakt maatwerk essentieel voor moderne elektronica.
Als u op zoek bent naar een partner die uw specifieke thermische behoeften kan ondersteunen met een volledig ontwerp- en productieproces, neem dan contact met ons op. [e-mail beveiligd] voor deskundige begeleiding.