Novější
Jak funguje chladič
Úprava chladiče na míru se netýká jen osazení kovu komponentou. Jde o vytvoření tepelného řešení, které splňuje specifické technické, environmentální a strukturální požadavky. Od kompaktních nositelných zařízení až po průmyslové řídicí jednotky, každý projekt má svá vlastní omezení. Proces zahrnuje mnohem více než jen tvar a velikost – vyvažuje materiálovou vědu, dynamiku proudění vzduchu a mechanickou integraci. Zde je návod, jak tento proces probíhá krok za krokem.

Všechno začíná informacemi. Čím úplnější vstup, tím přesnější je tepelné řešení.
Jádrem je tepelné zatížení. Musíte definovat, kolik energie zařízení rozptýlí za normálních a špičkových podmínek. Tato hodnota – často vyjádřená ve wattech – řídí zbytek návrhu. Tepelný výkon je však jen začátek.
Okolní teplota je stejně důležitá. Zařízení pracující v interiéru s teplotou 25 °C vyžaduje jiný přístup než zařízení namontované uvnitř skříně vystavené okolnímu vzduchu o teplotě 50 °C. Pokud je systém chlazen ventilátorem, je třeba znát rychlost a směr proudění vzduchu. Pokud je vyžadováno pasivní chlazení, omezuje to geometrii a zvyšuje to nároky na materiály s vysokou vodivostí.
Důležitý je i tvarový faktor. Některé aplikace umožňují vysoké žebrové konstrukce, zatímco jiné mají pouze několik milimetrů svislé vůle. Montážní otvory, umístění konektorů, blízké komponenty – to vše ovlivňuje, kam a jak lze chladič připevnit. A někdy omezení tlaku tepelného rozhraní znamená, že chladič nelze příliš pevně upnout, což ovlivňuje rovinnost materiálu a tuhost základny.
Další otázky vyvstávají, pokud aplikace zahrnuje pohyb nebo vibrace. Bude součást vystavena rázovému zatížení? Měl by návrh zohlednit izolaci napětí nebo montáž pomocí pružinových svorek? Je provozní orientace pevná, nebo se bude v praxi měnit? To vše ovlivňuje výběr geometrie základny, orientace žeber a konstrukční výztuhy.
Tuto fázi není třeba uspěchat. Přehlédnutí v tomto bodě obvykle vede k nákladným přepracováním později.
Jakmile jsou všechna data připravena, tepelný inženýr vytvoří koncept návrhu. To je víc než jen CAD modelování – je to tepelné vyvážení.
Výběr materiálu je na prvním místě. Hliník se často volí pro jeho rovnováhu mezi cenou, obrobitelností a vodivostí. Pro extrémně vysoké požadavky na výkon však lze navrhnout měděná nebo hybridní řešení. Ta mohou zahrnovat měděnou základnu s hliníkovými žebry nebo zabudované parní komory pro řízení rozptylu horkých bodů.
Inženýr poté zvolí mechanismus rozložení tepla. Pokud je zdroj tepla rovnoměrný a základní plocha velká, může stačit plná deska. Pro bodové zdroje tepla nebo nerovnoměrné zatížení se však přidávají parní komory nebo tepelné trubice, které rozvádějí teplo předtím, než dosáhne žeber.
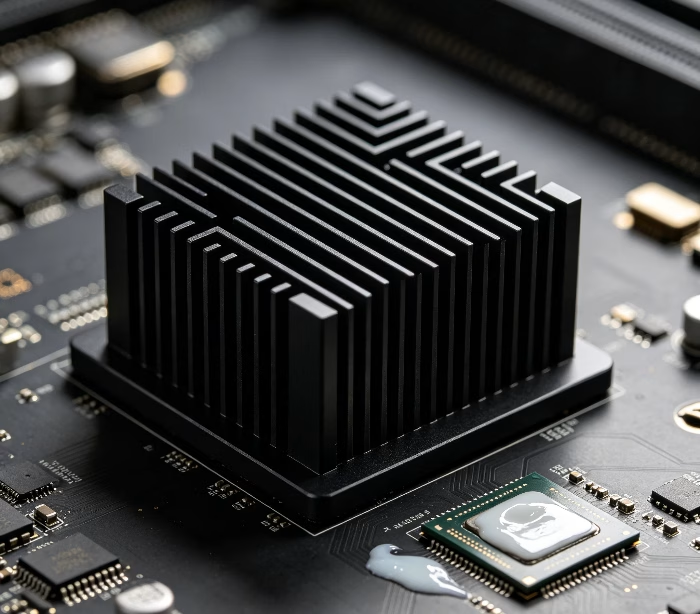
Geometrie žeber je následující. Vyšší a tenčí žebra zvětšují povrch, ale zvyšují odpor proudění vzduchu. V pasivních systémech to může narušit přirozenou konvekci. V systémech s nuceným oběhem vzduchu mohou těsně usazená žebra způsobovat zpětný tlak, pokud proudění vzduchu není dostatečně silné.
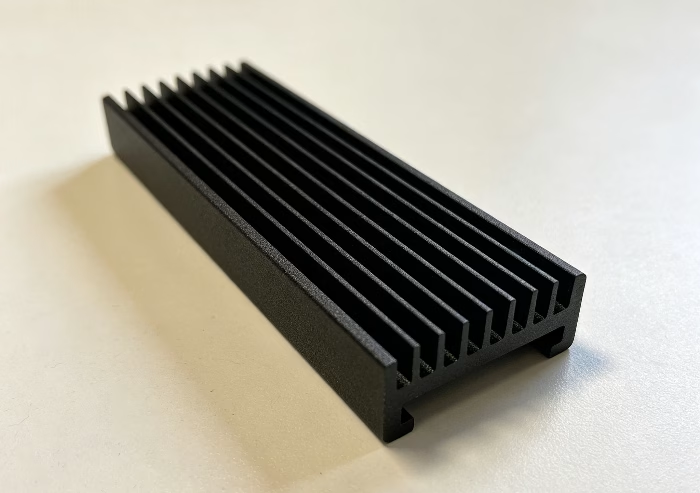
Ne všechny struktury ploutví jsou vytvořeny stejným způsobem. Chladiče s broušenou hlavouNapříklad jsou vyřezány z pevného kovového bloku pomocí přesných lopatek, což vede k těsně rozmístěným žebrům s vynikající tepelnou vodivostí. Často se používají v telekomunikačních nebo průmyslových systémech, kde musí hustota a tepelný výkon koexistovat.
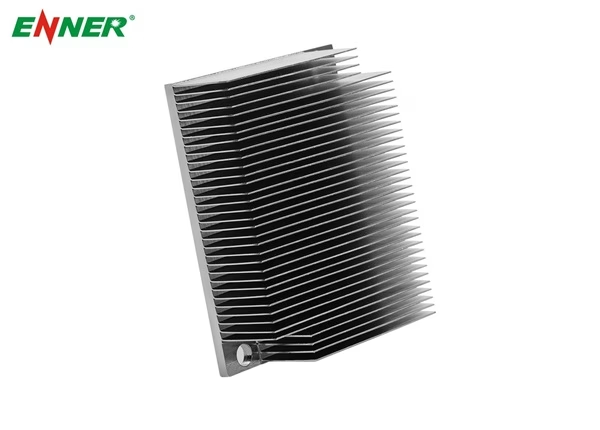
Jiné projekty mohou vyžadovat Chladiče s ploutví na zip, které jsou sestaveny z propojených lisovaných žeber, což umožňuje větší flexibilitu v počtu a směru žeber. Tyto jsou obzvláště účinné v uzavřených prostorech se směrovým nuceným prouděním vzduchu, jako jsou vestavěné nebo napájecí jednotky.
V tomto bodě se obvykle spouštějí simulace. Tyto modely využívají CFD (výpočetní dynamiku tekutin) k odhadu toho, jak se teplo bude pohybovat systémem a jak bude vzduch proudit kolem jímky. Data pomáhají odhalit slabiny – jako jsou zóny stagnujícího proudění vzduchu nebo nedostatečné rozprostření dna – předtím, než se začne řezat jakýkoli kov.
Na konci tohoto kroku klient obvykle obdrží výkresy, tepelné simulace a někdy i několik možností návrhu s uvedením rozdílů ve výkonu a nákladech.
Teorie jde jen do určité míry. Fyzické testování ověřuje předpoklady učiněné během návrhu.
Prototyp se vytvoří, často pomocí CNC obrábění nebo extruze softwarovými nástroji. Povrchové úpravy v tomto bodě obvykle nejsou konečné. Cílem je otestovat základní výkon a usazení.
Tepelný odpor se měří při zátěži. Senzory monitorují teplotu u základny, zdroje tepla a na koncích žeber. Výsledky se porovnávají se simulací. Pokud se reálný výkon výrazně odchyluje, model se přezkoumá. Někdy je to způsobeno tím, že proudění vzduchu neprobíhá podle očekávání. Jindy jde o nekonzistenci materiálu nebo problémy s montáží.
Důležité jsou také kontroly usazení. I když je tepelný výkon dobrý, špatné vyrovnání, nepraktická montáž nebo kolize vůlí mohou konstrukci znefunkčnit. Inženýři mohou navrhnout změnu rozmístění montážních otvorů, úpravu orientace žeber nebo úpravu základního obrysu.
Některé prototypy zahrnují tepelné trubice nebo parní komory. Ty musí být také testovány na stabilitu vnitřního tlaku a citlivost orientace. U pasivních systémů je důležité ověřit, zda se kondenzát správně vrací vlivem gravitace.
Návrhy se v této fázi často revidují – ne proto, že by selhaly, ale proto, že je lze optimalizovat. Malé změny mohou snížit náklady, snížit hmotnost nebo usnadnit instalaci.

Jakmile prototyp funguje dobře, postupuje k finalizaci. Zde se setkává inženýrství s vyrobitelností.
Výkresy jsou uzamčeny. Tolerance jsou definovány. Povrchové úpravy se vybírají na základě vlivů prostředí, elektrických požadavků nebo vizuálních standardů. Běžnými možnostmi jsou eloxování, chromátování a niklování. Každá z nich má kompromisy mezi odolností proti korozi, tepelnou emisivitou a náklady.
Zde se také finalizuje výběr tepelně vodivých materiálů (TIM). Mezi možnosti patří tepelně vodivé podložky, pasty, materiály s fázovou změnou nebo předem nanesené fólie. Tyto materiály ovlivňují dobu montáže, údržbu v terénu a dlouhodobý výkon.
Pro hromadnou výrobu se provádí analýza DFM (návrh pro výrobu). Lze díl extrudovat a poté obrábět? Měl by být kompletně obráběn CNC z polotovaru? Pokud se používají tepelné trubice, jsou jejich ohyby a spoje kompatibilní s automatizací? U vícežebrových struktur, jak jsou žebra spojena nebo připevněna? To vše ovlivňuje náklady na nástroje, dodací lhůty a konzistenci.
Pokud je výkon kritický, může být provedena předvýrobní šarže. Tím se ověří opakovatelnost, zejména pokud je nutné, aby více tepelných modulů splňovalo přísné tolerance. Pro zajištění stability se používají měření rovinnosti povrchu, tepelného odporu a přesnosti montáže.
Výroba začíná, jakmile je vše schváleno – ale kontrola kvality nekončí.
Každá jednotka může podstoupit základní kontroly: kontrolu rozměrů, kontrolu povrchové úpravy a posouzení lícování. Ve velkoobjemových aplikacích nebo regulovaných odvětvích se používají plány odběru vzorků a studie způsobilosti procesu. Klíčové rozměry, jako je rovinnost základny nebo zarovnání otvorů, se často měří pomocí přesného zařízení.
U dílů zahrnujících tepelné trubice nebo parní komory se provádějí zkoušky těsnosti a ověření tlaku. Někteří dodavatelé používají sledovatelnost čárových kódů, aby bylo možné každou součást vysledovat zpět ke konkrétní výrobní šarži nebo šarži materiálu.
Logistika je také důležitá. Konstrukce žeber může být křehká. Pro ochranu produktů během přepravy se často vytvářejí zakázková balení. Někteří zákazníci dostávají předem smontované tepelné moduly, zatímco jiní dostávají holé chladiče s příslušenstvím baleným samostatně.
Dodací lhůty se liší v závislosti na složitosti. Jednoduché extrudované konstrukce se základním obráběním mohou být vyrobeny během několika týdnů. Složitější konstrukce zahrnující broušená nebo zipsová žebra, tepelné trubice nebo integrované obráběné kryty mohou trvat déle, zejména pokud je vyžadováno obrábění nebo speciální povrchové úpravy.
Pokud poptávka přetrvává, stává se součástí podpůrného procesu škálování výroby a plánování objednávek. Někteří dodavatelé nabízejí programy plošných objednávek nebo služby skladování, aby zajistili včasné dodávky bez předzásobení.

Chladič na míru není komodita – je to cílené řešení. Každý krok v procesu, od pochopení tepelného zatížení až po zdokonalení geometrie a ověření výsledků, hraje roli v dosahování výkonnostních cílů. V tepelném návrhu neexistuje univerzální řešení, a proto je přizpůsobení nezbytné pro moderní elektroniku.
Pokud hledáte partnera, který by vám pomohl s vašimi potřebami v oblasti tepelných technologií na míru a poskytl kompletní návrh a výrobní kapacity, kontaktujte nás prostřednictvím [chráněno e-mailem] za odborné vedení.