新しい
ヒートパイプとベイパーチャンバー - 利点、欠点、応用分野を明らかにする
ヒートシンクは、電子機器の冷却において最も重要な部品の一つです。熱源が伝導冷却だけでは適切に冷却できず、ヒートシンクよりも効率的に冷却する必要がある場合、ヒートシンクは熱源から熱を取り除き、より最適化された伝導または対流によって放散させます。この記事では、最も一般的な受動部品について説明します。 ヒートシンクの種類 、統合、カスタマイズ、およびアプリケーションに適した製造方法とフィンの種類を選択する方法について説明します。
プレートレベルラジエーターは、スタンプ成形または押し出し成形が可能です。スタンプ成形ヒートシンクは、金属板を段階的にプレス成形することで作られます。この工程では、プレス金型を通過する際に、各金属板に細部の加工や機能が追加されます。スタンプ成形ヒートシンクの形状は、特定の電子パッケージタイプに合わせて設計されており、PCB上での最適なフィット感と機能を実現します。これらのヒートシンクは、ファンの有無によってパッシブ型とアクティブ型に分けられ、通常はボード全体またはシステム全体のエアフローを向上させるためにファンが使用されます。
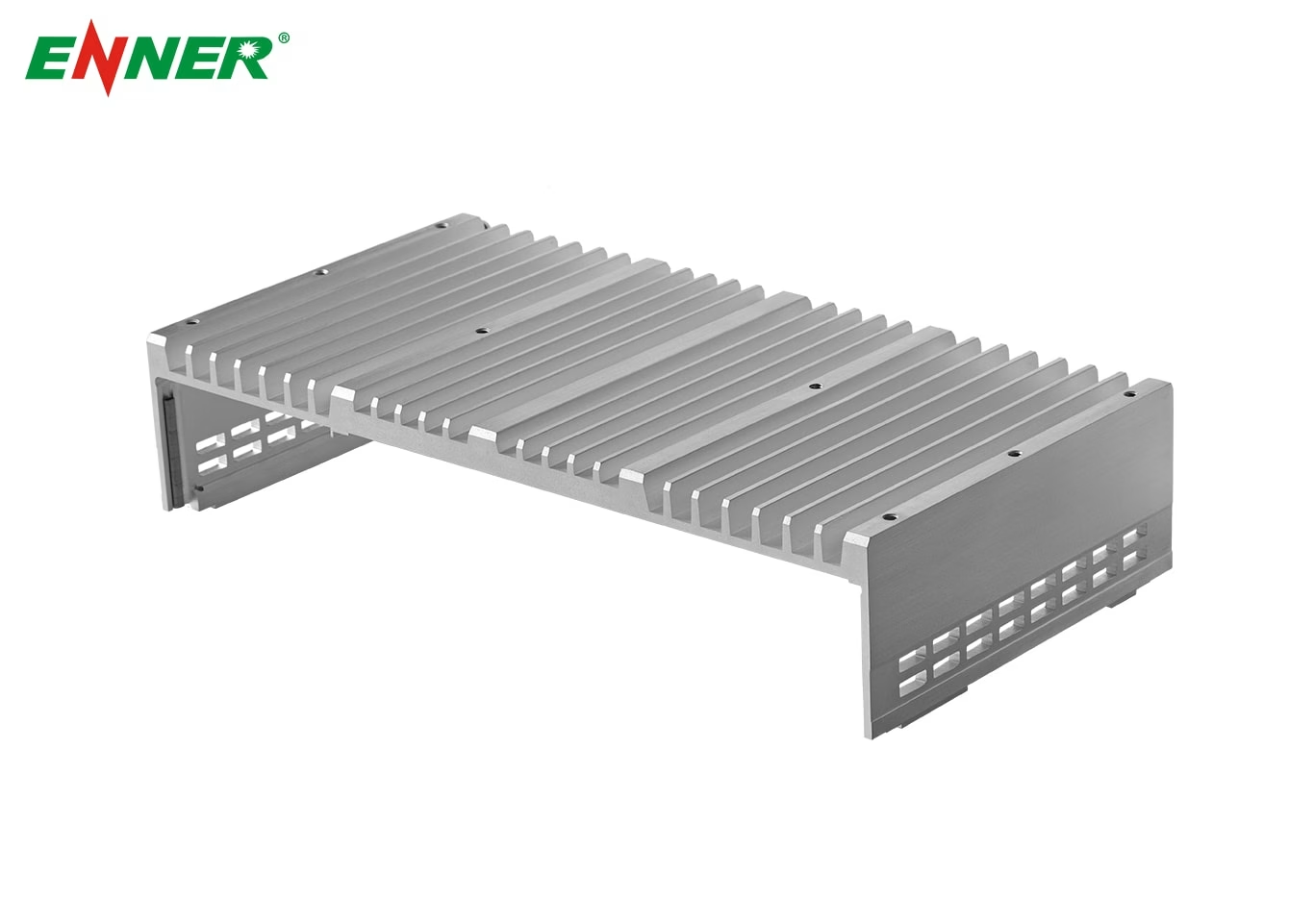
押し出しアルミニウムは、最も普及しており、コスト効率に優れた製造方法の 1 つです。 押し出しヒートシンク アプリケーションによってサイズが異なり、ボードレベルのアプリケーションでは小さく、中電力アプリケーションでは大きくなります。フィンの形状と間隔に応じて、パッシブ冷却またはアクティブ冷却用に設計できます。ボードレベルの押し出し型ヒートシンクは、BGAやFPGAなどのパッケージでよく使用されます。
適切な押し出し成形ヒートシンクの選択は、求めるフォームファクターに大きく左右されます。押し出し成形ヒートシンクは、フィンの密度、ピッチ、長さ、そしてベースの高さと幅を決定するプロファイルダイを作成することで製造されます。軟化したアルミニウムをダイに押し込み、ダイと同じプロファイルと寸法を持つローバーと呼ばれる長い棒材を形成します。その後、この棒材は、より小さな標準形状の棒材/長方形材、またはカスタム長さに切断されます。これらをさらに機械加工して仕上げることで、カスタマイズされたヒートシンクが製造されます。このプロセスは迅速で、コスト効率が高く、拡張性も高いため、多くの人がソリューションを探す際に、まず押し出し成形ラジエーターを検討します。
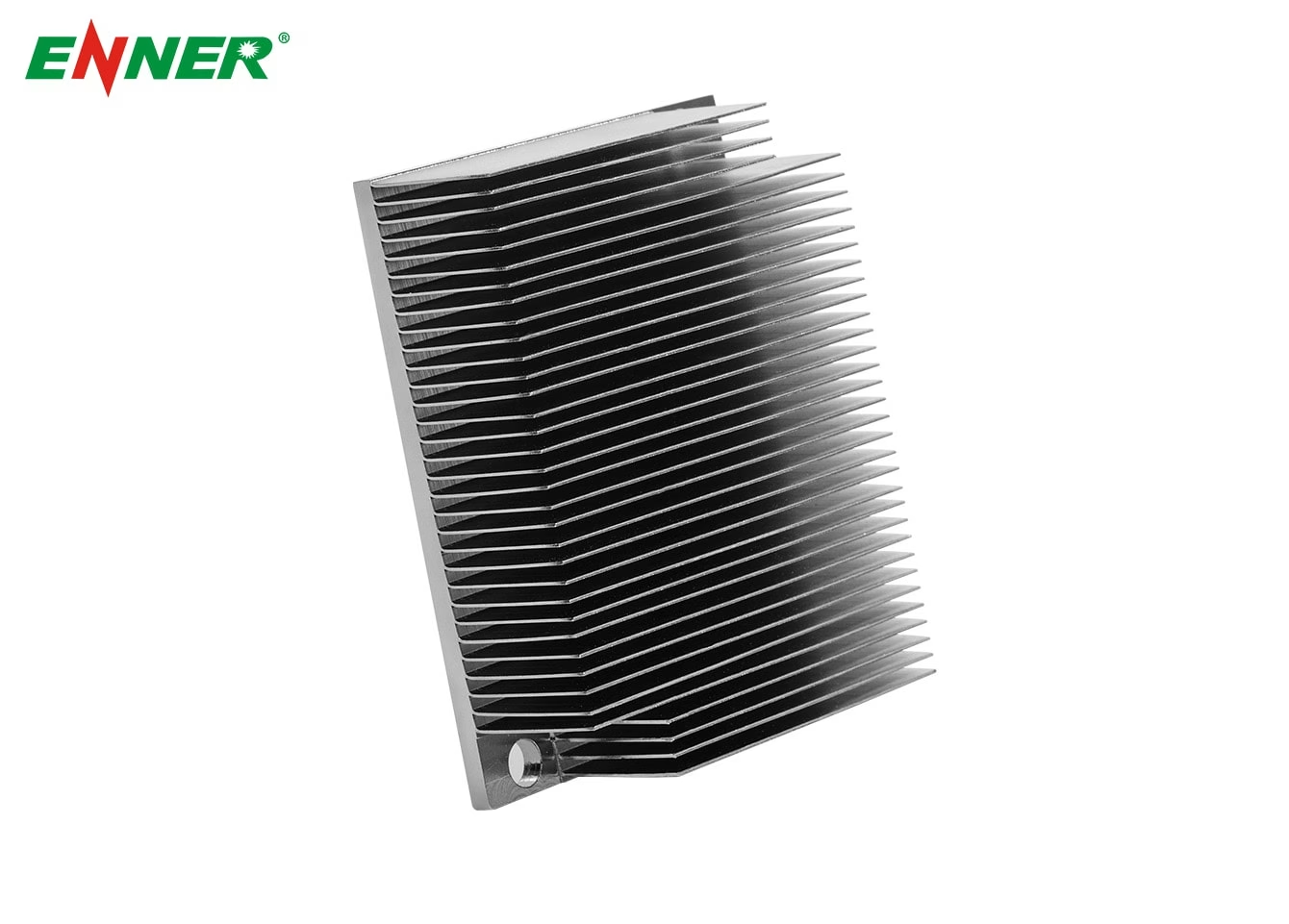
旋削加工は、一枚の金属板から製作された材料を加工する方法です。この方法では、ベースの上部から層を部分的に薄くスライスします。これらの層はベースに対して垂直になるように折り畳まれ、この工程を定期的に繰り返すことでフィンが形成されます。一体型構造のため、フィンとベースの間に継ぎ目や材料がないため、熱抵抗が低減します。また、この加工により、フィンの高密度化と薄型化が可能になり、放熱面積の拡大と熱伝達率の向上が実現します。
押し出しラジエーターとは異なり、 ターンフィンラジエーター ツールや複数のステップに依存せず、単一の切削ツールを使用するため、ツールのコストが削減され、設計の柔軟性が向上し、試作が高速化されます。
接着フィンヒートシンクは、押し出し成形または機械加工された凹部またはスロットを有するベースと、熱伝導性接着剤(通常はエポキシ樹脂またははんだ)で接着されたフィンからなる2ピースアセンブリです。構造の完全性と熱性能を向上させるため、これらの構造はろう付けされ、熱的および機械的な接合が強化されることがあります。
フィンは通常、コイルから打ち抜かれるか、薄い板材から切断されますが、ベースは通常、押し出し成形、ダイカスト、または機械加工されます。ベースには、より高い性能を実現するために、埋め込み型ヒートパイプや均熱プレートなどの追加の熱統合が組み込まれることもあります。より多くの、より長いフィンと追加のカスタマイズをサポートすることで、接着型ラジエーターは、より小さな設置面積でより高い性能とより大きな表面積を実現します。
ジッパーフィンスタックは、個別に打ち抜かれた一連の金属板フィンを折り畳み、インターロック機構を用いてジッパーで留めて作られています。フィンの長さとクリアランスは、打ち抜き金型によって異なります。フィンは、用途に応じて閉じてフィン付きダクトを形成することも、開いたままにして多方向の空気の流れを確保することもできます。フィンスタックは通常、ラジエーターベースまたはヒートパイプに溶接、ろう付け、またはエポキシ接着され、完全な熱アセンブリを形成します。上部フィンと下部フィンを接続することで機械的安定性が向上し、ラジエーターの耐久性が向上します。ジッパーフィンスタックは設計の柔軟性が高く、埋め込み型で移動可能なヒートパイプや熱均等化パネルからファンや大規模システムまで、さまざまな技術を使用した高度に統合されたソリューションに使用できます。
折り畳みフィンは、金属板を折り曲げ加工することで、表面積の大きい様々な幾何学的形状を作り出すことで製造されます。これらのフィンは、液冷パネルを含む様々な技術に使用できますが、ヒートシンクを形成するためにベースに接着またはろう付けされることがよくあります。
ダイカストラジエーターは一体構造です。主に、重量が重視される用途、優れた表面品質が求められる用途、あるいは非常に複雑な形状の用途向けに大量生産されています。これらのソリューションは、熱伝導性合金をニアネットシェイプのカスタム金型に流し込み、軽度の機械加工と仕上げを施して最終製品に仕上げることで製造されます。