Yeni
Yenilenebilir Enerjide (Güneş/Rüzgar Enerjisi) Isı Yönetimi Teknolojisinin Uygulanması
Modern elektronikte, cihazların serin tutulması isteğe bağlı bir tasarım özelliği değil, temel bir gerekliliktir. İster yüksek performanslı bir işlemci, ister otomotiv güç modülü veya 7/24 çalışan bir telekomünikasyon ünitesi olsun, güvenilir ısı dağıtımı şarttır. Bu amaca ulaşmak için kullanılan en yaygın ısı emici türleri arasında sıyırılmış ısı emiciler ve ekstrüde ısı emiciler bulunur. Her ikisi de aynı amaca hizmet etse de, çalışma şekilleri, üretim biçimleri ve en uygun oldukları uygulamalar çok farklı olabilir. Bu farklılıkları bilmek, ilerleyen süreçte zaman, maliyet ve performans sorunlarından tasarruf sağlayabilir.
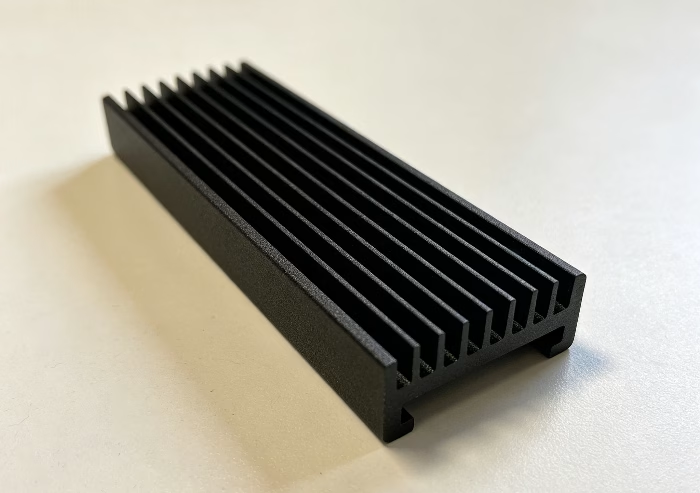
Yivli ısı emicilerBu yöntemle, genellikle alüminyum veya bakır gibi katı bir metal bloktan özel bir bıçak kullanılarak kanatlar doğrudan dilimlenerek yapılır. Kesme hareketi, ince kanatları tabandan ayırmadan yukarı doğru kaldırır. Bu yöntem, hem tabanın hem de kanatların aynı bloğun parçası olduğu tek parça bir yapı oluşturur. Taban ve kanatlar arasında yapıştırıcı, kaynak veya termal macun gerekmez.
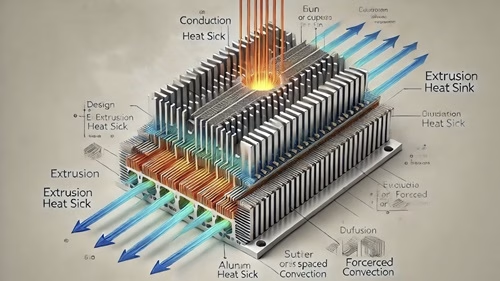
Bir bileşende ısı biriktikçe, bu ısı ısı emici tabanına aktarılır. Oradan ısı kanatçıklara akar ve çevredeki havaya dağılır. Taban ve kanatçıklar arasında arayüz direnci olmadığı için, ısı iletimi, ikincil yapıştırma yöntemlerine dayanan diğer ısı emici türlerine kıyasla daha verimlidir.

Bu üretim süreci, sıyırma yöntemiyle üretilen ısı emicilere çeşitli yapısal avantajlar sağlar. İlk olarak, son derece ince kanatçıklar ve yüksek kanatçık yoğunluğuna olanak tanır. Daha küçük bir alana daha fazla kanatçık sığdırarak, havaya maruz kalan yüzey alanını artırabilir ve ısı dağılımını iyileştirebilirsiniz. Kanatçıklar ayrıca ekstrüzyon da dahil olmak üzere diğer birçok işlemle üretilenlere göre daha uzun olabilir.
Bir diğer önemli özellik ise malzeme esnekliğidir. İşlem hem alüminyum hem de bakırla iyi sonuç verdiğinden, tasarımcılar ihtiyaçlarına en uygun ısı iletkenini seçebilirler. Bakır daha iyi iletkenlik sunarken, alüminyum performans, ağırlık ve maliyet arasında bir denge sağlar.
Hassasiyet, bir diğer belirleyici özelliktir. Kesme işlemi sıkı bir şekilde kontrol edildiğinden, her kanatçık homojendir, taban düz kalır ve boyut toleransları korunur. Bu da, alanın sınırlı olduğu ancak soğutma ihtiyacının yüksek olduğu, sıkışık paketlenmiş sistemler için sıyırma yöntemiyle üretilen ısı emicilerini uygun hale getirir.
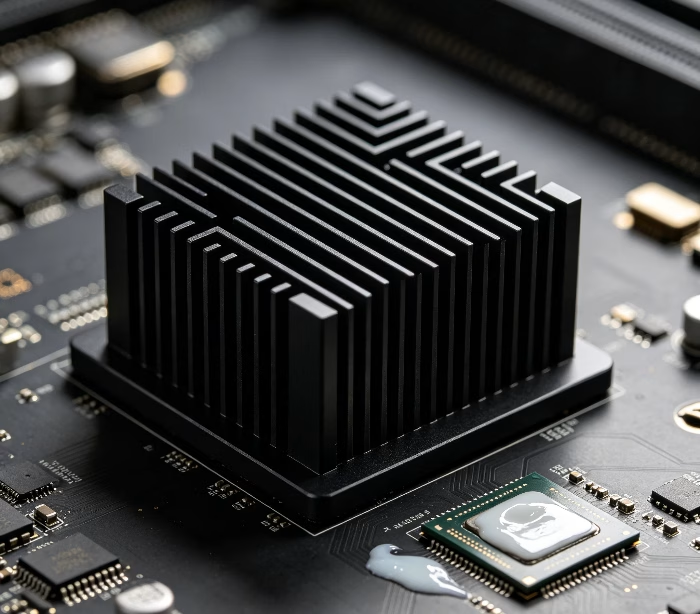
Yüzeyi sıyrılmış ısı dağıtıcılarının en büyük avantajlarından biri termal performanslarında yatmaktadır. Sınırlı bir alana daha fazla kanatçık yerleştirilmesi ve taban ile kanatçık arasında arayüz direncinin olmaması sayesinde, yüksek watt'lı bileşenlerden ısıyı verimli bir şekilde aktarabilirler. Bu, özellikle telekom baz istasyonları, güç invertörleri ve kompakt endüstriyel kontrolörler gibi kompakt elektronik cihazlar için önemlidir.
Özelleştirmenin önemli olduğu uygulamalarda da öne çıkarlar. Özel alet veya kalıplara gerek kalmadan, sıyırılmış bir ısı emicinin boyutları nispeten kolayca ayarlanabilir. Mühendisler, tüm tasarım sürecini yeniden başlatmadan farklı kanat yükseklikleri, taban kalınlıkları veya hatta özel kaplamalar belirtebilirler.
Son olarak, sıyırılmış ısı dağıtıcılar, özellikle esnekliğin hacim verimliliğinden daha önemli olduğu küçük ve orta ölçekli üretimde, yüksek performans ve yönetilebilir üretim maliyetleri arasında iyi bir denge sunar.
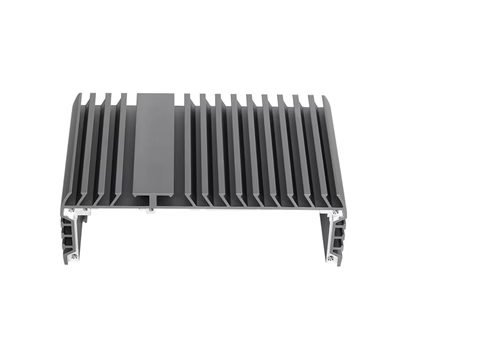
Ekstrüde ısı alıcılarFarklı bir prensibi takip ederler. Alüminyum külçeler yumuşayana kadar ısıtılır ve daha sonra malzemeyi uzun bir profil haline getiren bir kalıptan geçirilir. Bu ekstrüzyon, soğutma ihtiyaçlarına uygun olarak tasarlanmış bir taban ve kanat düzenine sahip bir kesite sahiptir. Ekstrüzyondan sonra, profiller istenen uzunlukta kesilir ve montaj için işlenebilir veya son işlemden geçirilebilir.
Isı, ısı emici tabanına girdiğinde, kanatçıklara yayılır ve havaya salınır. Bu işlemin verimliliği, tabanın ısıyı ne kadar iyi ilettiğine, kanatçıkların boyutuna ve aralığına ve yüzeyden ısıyı uzaklaştırmak için ne kadar hava akışının mevcut olduğuna bağlıdır.
Ekstrüzyon yöntemiyle üretilen ısı dağıtıcılar, ekstrüzyon işleminin hızlı, tekrarlanabilir ve iyi anlaşılmış olması nedeniyle yaygın olarak kullanılmaktadır. Kalıp, nihai şekli belirler; bu da, takım hazırlandıktan sonra, çok az varyasyonla binlerce özdeş ünitenin üretilebileceği anlamına gelir.
Ekstrüzyon işlemlerinin çoğu, hafif, korozyona dayanıklı ve iyi ısı iletkenliğine sahip alüminyum ile yapılır. Ancak işlemin doğası gereği, kanatçıkların ne kadar ince veya yüksek olabileceğine dair sınırlamalar vardır. Kanatçıklar çok ince veya birbirine çok yakın olursa, alüminyum kalıptan doğru şekilde akmayabilir ve bu da kusurlara yol açabilir.
Bu sınırlamalara rağmen, ekstrüzyon, güç kaynaklarından aydınlatma sistemlerine ve tüketici elektroniğine kadar her şeyde kullanılan ısı dağıtıcıları üretmek için pratik ve ekonomik bir yöntem olmaya devam etmektedir.
Ekstrüzyon yöntemiyle üretilen ısı dağıtıcıların en büyük avantajı üretim verimliliğidir. Büyük hacimli üretimlerde düşük birim maliyet ve tutarlı kalite sunarlar. Kalıplama, yüksek hacimli üretimle kendini amorti eden tek seferlik bir yatırımdır; bu da bu yöntemi uzun ömürlü standartlaştırılmış ürünler için cazip hale getirir.
Ayrıca temin edilmeleri de kolaydır. Ekstrüzyon profilleri ortak standartlara uyduğu için birçok şekil hazır olarak mevcuttur. Bu, prototiplemeyi hızlandırır ve tasarımcıların özel üretim beklemeden termal çözümleri hızlı bir şekilde entegre etmelerini sağlar.
Ekstrüzyon yöntemiyle üretilen ısı dağıtıcılar, yeterli hava akışı ve standart kanat aralığına olanak tanıyan alan bulunan ortamlar için idealdir. Maliyet veya karmaşıklık sınırlarını zorlamadan orta düzeydeki ısı yükleri için güvenilir soğutma sağlarlar.
Doğru ısı dağıtıcı, sisteminizin en çok neye ihtiyacı olduğuna bağlıdır: maksimum termal performans, sıkı entegrasyon, hızlı üretim veya maliyet verimliliği. Yüzeyden kesilmiş ısı dağıtıcılar, dikişsiz yapıları sayesinde yüksek yoğunluklu kanat dizileri ve olağanüstü ısı transfer verimliliği sunar. Ayrıca, sıkı tolerans veya standart dışı boyutlar gerektiren uygulamalar için özelleştirilmesi daha kolaydır.
Ekstrüzyon yöntemiyle üretilen ısı dağıtıcılar ise seri üretim için tasarlanmıştır. Tasarım tutarlı kaldığı sürece hızlı ve uygun fiyatlı bir şekilde üretilebilirler. Basit yapıları, onları ultra kompakt termal çözümler gerektirmeyen tüketici elektroniği, aydınlatma ve diğer yaygın uygulamalar için uygun hale getirir.
Yüzeyden sıyrılmış ısı dağıtıcıların üstün olduğu alan, performans açısından kritik ortamlardır. Yüksek en boy oranına sahip kanatçıklar ve yakın kanatçık aralıkları, dar alanlarda ısıyı uzaklaştırmada önemli bir avantaj sağlar. Eğer minimum alan gerektiren ancak önemli termal çıkış sağlayan bir tasarım üzerinde çalışıyorsanız, bu seçenek daha uygun olabilir.
Ekstrüzyon yöntemi, termal yükün yönetilebilir olduğu ve hava akışının yeterli olduğu durumlarda daha mantıklıdır. Daha hızlı tedarik ve pazara daha kısa sürede giriş imkanı sağlarlar. Uzun vadeli tedarik ve uygun fiyatın termal sınır performansından daha önemli olduğu durumlarda, ekstrüzyon en iyi çözüm yolunu sunar.
Karşılaştırma Tablosu: Yüzey İşlemeli Isı Emiciler ve Ekstrüzyon Yöntemiyle Üretilen Isı Emiciler
| Özellik | Yontulmuş Isı Emici | Ekstrüde Isı Emici |
|---|---|---|
| Üretim yöntemi | Hassas bıçak, katı metal bloktan kanatçıklar keser. | Isıtılmış alüminyum şekillendirilmiş bir kalıptan geçirilir. |
| Kanat Geometrisi | Yüksek yoğunluklu, ince ve uzun yüzgeçler mümkün. | Kalıp sınırlamaları nedeniyle orta boy kanatçık boyutu ve aralığı. |
| Taban Kanat Bağlantısı | Dikişsiz, tek malzemeli blok | Taban ve kanatlar arasındaki malzeme arayüzü |
| Malzeme Seçenekleri | Alüminyum, bakır, bakır alaşımları | Öncelikle sadece alüminyum |
| Özelleştirme | Esnek, şekil değişiklikleri için alet gerekmez. | Her profil değişikliği için yeni kalıp gereklidir. |
| Teçhizat maliyeti | Hayır | Yüksek başlangıç kalıp maliyeti, düşük birim maliyet sonrasında. |
| Isıl verim | Çok yüksek, minimum direnç | Orta düzeyde, kanatçık arayüzünde daha yüksek dirençle. |
| Yüzey alanı | İnce adım aralığı ve yüksek kanat tasarımıyla optimize edilmiştir. | Ekstrüzyon kısıtlamalarıyla sınırlıdır |
| Üretim hacmi | Düşük ila orta hacimli, yüksek performans ihtiyaçları için idealdir. | Yüksek hacimli, standartlaştırılmış ürünler için idealdir. |
| Uygulamaya Uygunluk | Dar alanlarda telekomünikasyon, sunucular, elektrikli araçlar, güç modülleri | LED ışıklar, güç kaynakları, genel elektronik |
Hem sıyırma yöntemiyle hem de ekstrüzyon yöntemiyle üretilen ısı dağıtıcılar gerçek sorunlara çözüm sunar. Sıyırma yöntemiyle üretilen modeller kompakt boyut, yüksek termal verimlilik ve benzersiz tasarım esnekliği sunarken, ekstrüzyon yöntemiyle üretilenler ölçeklenebilirlik, tutarlılık ve maliyet kontrolü sağlar. Enner olarak, performans açısından kritik bilgisayar sistemlerinden günlük elektronik cihazlara kadar geniş bir endüstri yelpazesini desteklemek için her iki türü de üretiyoruz; böylece ihtiyaçlarınız ne olursa olsun, doğru soğutma çözümüne ulaşabilirsiniz.
Desteğe mi ihtiyacınız var? Bize ulaşın:[e-posta korumalı]veya çözümlerimize göz atınwww.ennergroup.com.