Более новый
Применение технологий терморегулирования в возобновляемой энергетике (солнечная/ветровая энергия)
В современной электронике поддержание оптимальной температуры устройств является фундаментальным требованием, а не дополнительной конструктивной особенностью. Будь то высокопроизводительный процессор, автомобильный силовой модуль или телекоммуникационное устройство, работающее круглосуточно, надежное рассеивание тепла имеет первостепенное значение. Среди наиболее распространенных типов радиаторов, используемых для достижения этой цели, — радиаторы, изготовленные методом фрезеровки, и радиаторы, изготовленные методом экструзии. Хотя оба типа служат одной и той же цели, принцип их работы, способ изготовления и области применения могут существенно различаться. Знание этих различий может сэкономить время, средства и предотвратить проблемы с производительностью в будущем.
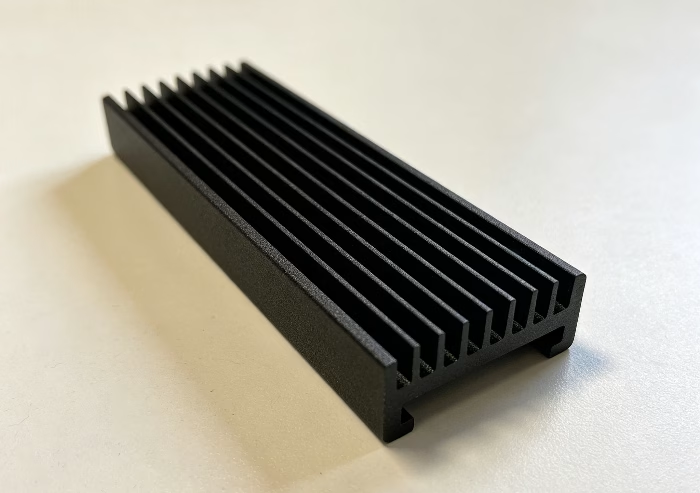
Скошенные радиаторыРебра изготавливаются путем вырезания их непосредственно из цельного блока металла — обычно алюминия или меди — с помощью специального лезвия. В процессе резки тонкие ребра поднимаются вверх, не отделяясь от основания. Этот метод позволяет получить цельную конструкцию, где основание и ребра являются частью одного блока. Между основанием и ребрами не требуется никаких клеевых материалов, сварки или термопасты.
По мере накопления тепла в компоненте оно передается в основание радиатора. Оттуда тепло перетекает в ребра и рассеивается в окружающий воздух. Поскольку между основанием и ребрами отсутствует сопротивление на границе раздела, теплопроводность более эффективна по сравнению с другими типами радиаторов, использующими методы вторичного приклеивания.

Этот производственный процесс наделяет радиаторы, изготовленные методом строгания, рядом структурных преимуществ. Во-первых, он позволяет создавать чрезвычайно тонкие ребра и высокую плотность их расположения. Можно разместить больше ребер на меньшей площади, увеличивая площадь поверхности, контактирующей с воздухом, и улучшая рассеивание тепла. Кроме того, ребра могут быть выше, чем при использовании многих других методов, включая экструзию.
Еще одна ключевая особенность — гибкость в выборе материалов. Поскольку процесс хорошо работает как с алюминием, так и с медью, конструкторы могут выбрать наиболее подходящий теплопроводник для своих нужд. Медь обеспечивает лучшую проводимость, а алюминий — баланс между производительностью, весом и стоимостью.
Точность — еще один определяющий аспект. Благодаря строгому контролю процесса резки, каждое ребро получается однородным, основание остается плоским, а допуски по размерам сохраняются. Это делает радиаторы, изготовленные методом фрезеровки, подходящими для систем с ограниченным пространством, но высокой потребностью в охлаждении.
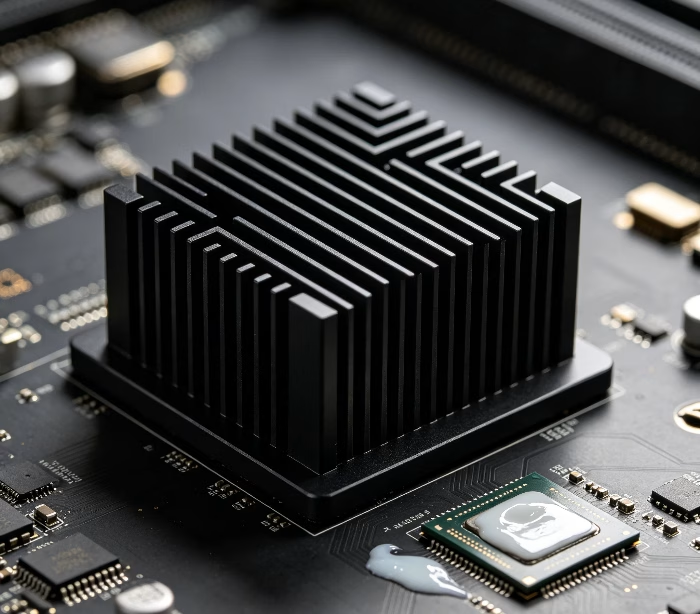
Одно из главных преимуществ радиаторов, изготовленных методом строгания, заключается в их тепловых характеристиках. Благодаря большему количеству ребер, размещенных на ограниченной площади, и отсутствию сопротивления на границе раздела между основанием и ребром, они могут эффективно отводить тепло от мощных компонентов. Это особенно важно для компактной электроники, такой как телекоммуникационные базовые станции, силовые инверторы и компактные промышленные контроллеры.
Они также превосходно подходят для применений, где важна индивидуальная настройка. Благодаря отсутствию необходимости в специализированной оснастке или штампах, размеры изготовленного методом фрезеровки радиатора можно относительно легко регулировать. Инженеры могут задавать различную высоту ребер, толщину основания или даже специальные покрытия, не начиная весь процесс проектирования заново.
Наконец, радиаторы, изготовленные методом фрезеровки, обеспечивают хороший баланс между высокой производительностью и приемлемыми производственными затратами — особенно в мелко- и среднесерийном производстве, где гибкость важнее эффективности объемов.
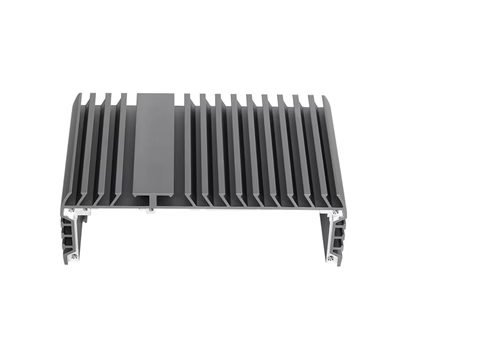
Экструдированные радиаторыВ данном случае используется другой принцип. Алюминиевые заготовки нагреваются до размягчения, а затем продавливаются через матрицу, которая придает материалу форму длинного профиля. Этот экструзионный профиль имеет поперечное сечение с основанием и ребрами, разработанными для обеспечения охлаждения. После экструзии профили нарезаются на необходимую длину и могут быть подвергнуты механической обработке или финишной обработке для сборки.
Когда тепло поступает в основание радиатора, оно распространяется по рёбрам и отводится в воздух. Эффективность этого процесса зависит от того, насколько хорошо основание проводит тепло, от размера и расстояния между рёбрами, а также от количества воздуха, способного отводить тепло от поверхности.
Экструдированные радиаторы широко используются, поскольку процесс экструзии быстрый, воспроизводимый и хорошо изучен. Форма изделия определяется матрицей, а это значит, что после изготовления оснастки можно произвести тысячи идентичных изделий с минимальными отклонениями.
В большинстве случаев экструзией занимаются с использованием алюминия, который является легким, коррозионностойким и обладает хорошей теплопроводностью. Однако из-за особенностей процесса существуют ограничения на толщину и высоту ребер. Если ребра слишком тонкие или расположены слишком близко друг к другу, алюминий может неправильно проходить через матрицу, что приводит к дефектам.
Несмотря на эти ограничения, экструзия остается практичным и экономичным методом создания радиаторов, используемых во всем, от источников питания до систем освещения и бытовой электроники.
Главное преимущество экструдированных радиаторов — эффективность производства. При больших объемах они обеспечивают низкую себестоимость единицы продукции и стабильное качество. Изготовление оснастки — это единовременные инвестиции, которые окупаются при больших объемах производства, что делает этот метод привлекательным для стандартизированных изделий с длительным сроком службы.
Их также легко найти в продаже. Поскольку экструдированные профили соответствуют общепринятым стандартам, многие формы доступны в готовом виде. Это ускоряет процесс прототипирования и позволяет проектировщикам быстро интегрировать тепловые решения, не дожидаясь изготовления на заказ.
Экструдированные радиаторы идеально подходят для условий, где достаточный воздушный поток и пространство позволяют разместить радиаторы со стандартным расстоянием между ребрами. Они обеспечивают надежное охлаждение при умеренных тепловых нагрузках без увеличения стоимости или сложности конструкции.
Выбор подходящего радиатора зависит от главных потребностей вашей системы: максимальной тепловой эффективности, плотной интеграции, быстрой сборки или экономичности. Радиаторы, изготовленные методом профилирования, обеспечивают высокую плотность ребер и исключительную эффективность теплопередачи благодаря своей бесшовной структуре. Кроме того, их проще адаптировать под требования жестких допусков или нестандартных размеров.
Экструдированные радиаторы, напротив, предназначены для массового производства. Их можно изготавливать быстро и недорого, если конструкция остается неизменной. Простота конструкции делает их хорошо подходящими для бытовой электроники, освещения и других распространенных применений, не требующих сверхкомпактных решений для охлаждения.
Радиаторы с рифленой поверхностью особенно хороши в условиях, критически важных для производительности. Ребра с высоким соотношением сторон и малым расстоянием между ними обеспечивают им значительное преимущество в отводе тепла в условиях жестких ограничений. Если вы работаете над проектом с минимальным пространством, но значительной теплоотдачей, этот вариант может быть более подходящим.
Экструдированные версии более целесообразны, когда тепловая нагрузка управляема и обеспечен хороший воздушный поток. Они позволяют быстрее закупать материалы и сокращать время выхода на рынок. В случаях, когда долгосрочные поставки и доступность важнее, чем производительность на тепловом уровне, экструзия предлагает наилучший вариант.
Сравнительная таблица: радиаторы, изготовленные методом строгания, против радиаторов, изготовленных методом экструзии.
| Характеристика | Скошенный радиатор | Экструдированный радиатор |
|---|---|---|
| Способ изготовления | Высокоточное лезвие вырезает ребра из цельного металлического блока. | Нагретый алюминий проталкивается через фасонную матрицу. |
| Геометрия плавника | Возможно использование высокоплотных, тонких и высоких плавников. | Умеренный размер и расстояние между ребрами из-за ограничений штампа. |
| Соединение основания ребра | Бесшовный блок из одного материала. | Граница раздела материалов между основанием и ребрами. |
| Варианты материалов | Алюминий, медь, медные сплавы | В основном только алюминий |
| Индивидуальная конфигурация | Гибкая конструкция, не требующая инструментов для изменения формы. | Для каждой смены профиля требуется новая матрица. |
| Стоимость инструмента | Ничто | Высокая первоначальная стоимость штампа, низкая себестоимость единицы продукции в дальнейшем. |
| Тепловая эффективность | Очень высокое, минимальное сопротивление | Умеренное сопротивление, повышенное в месте контакта с ребрами. |
| Площадь Поверхности | Оптимизировано за счет малого шага и высокой конструкции ребер. | Ограничено условиями экструзии. |
| Объем производства | Идеально подходит для мелкосерийного и среднесерийного производства, но с высокими эксплуатационными характеристиками. | Идеально подходит для производства стандартизированной продукции в больших объемах. |
| Соответствие применению | Телекоммуникации, серверы, электромобили, силовые модули в ограниченном пространстве. | Светодиодные светильники, источники питания, общая электроника |
Как радиаторы, изготовленные методом строгания, так и экструдированные радиаторы решают реальные проблемы. Модели, изготовленные методом строгания, отличаются компактными размерами, высокой тепловой эффективностью и непревзойденной гибкостью в проектировании, в то время как экструдированные радиаторы обеспечивают масштабируемость, стабильность и контроль затрат. В компании Enner мы производим оба типа радиаторов для широкого спектра отраслей — от критически важных вычислительных систем до повседневной электроники — гарантируя, что независимо от ваших требований, подходящее решение для охлаждения будет доступно.
Нужна помощь? Свяжитесь с нами по адресу:[электронная почта защищена]или ознакомьтесь с нашими решениями по адресуwww.ennergroup.com.